DN100-DN600保温钢管制造 工艺、标准与应用解析

保温钢管,作为现代化城市集中供热、石油化工、制冷等输送系统的核心部件,其制造质量直接关系到能源效率与系统安全。DN100至DN600(公称直径约100毫米至600毫米)是常见的应用规格范围,覆盖了从支线到主干管网的需求。其制造是一个集材料科学、机械加工与保温技术于一体的精密过程。
一、 核心结构与选材
标准保温钢管通常采用“管中管”结构,由内至外依次为:
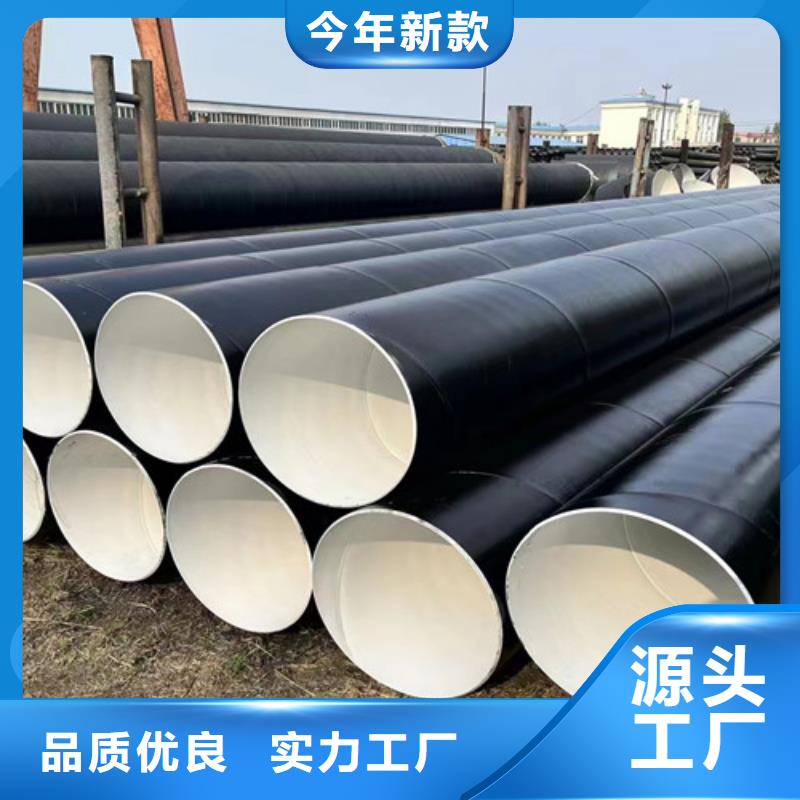
- 工作钢管:输送介质(如热水、蒸汽、原油)的承压层。根据介质温度、压力及腐蚀性,常选用无缝钢管(GB/T 8163)或螺旋/直缝焊接钢管(GB/T 3091)。DN100-DN600范围内,需确保钢管的椭圆度、壁厚公差符合严格标准。
- 保温层:保温隔热的关键。聚氨酯泡沫(PU)是主流材料,通过高压发泡设备在钢管与外护管间填充,形成连续、闭孔、低导热(通常≤0.033W/(m·K))的泡沫层。发泡密度、厚度需精确计算,以满足设计热损失要求。
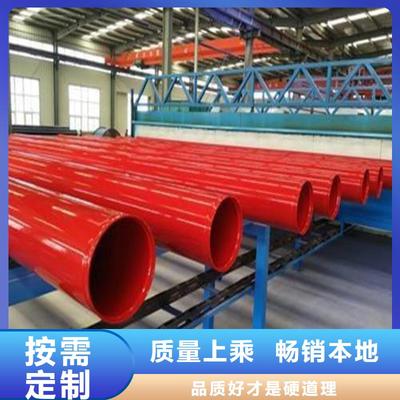
- 外护管:保护保温层免受机械损伤和地下水侵蚀。主要采用高密度聚乙烯(HDPE)预制管或玻璃钢(FRP)缠绕管。HDPE管需具有良好的抗腐蚀、抗冲击及防水性能,其壁厚随管径增大而增加。
二、 主要制造工艺流程
制造流程遵循严格顺序,确保各层紧密结合:
- 钢管预处理:对工作钢管进行抛丸除锈,达到Sa2.5级清洁度,并进行防腐涂层(如环氧富锌底漆)涂覆,防止内腐蚀。
- 外护管套装:将HDPE外护管通过机械装置套装在已处理的工作钢管上,两端预留出适当的裸露长度用于焊接连接。
- 聚氨酯发泡:将钢管与护管组成的环形空间两端密封,安装注料头。通过高压发泡机将精确配比的聚氨酯黑料(异氰酸酯)与白料(聚醚多元醇组合料)注入,使其在腔内充分反应、发泡、固化。发泡过程需控制压力与温度,确保泡沫饱满无空洞。
- 端口处理与密封:发泡固化后,对两端保温层进行修整,并安装聚乙烯端帽或采用热收缩带进行防水密封,形成完整的“钢-保温-防护”一体式结构。
- 成品检验与标识:依据CJ/T 114-2000《高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管》或GB/T 29047-2012等标准,逐根进行外观、尺寸、保温层密度、抗压强度及整体导热系数等检测,并喷涂永久性标识(管径、材质、执行标准等)。
三、 关键技术要点与质量控制
- 尺寸精度控制:DN600大管径钢管的椭圆度与直度控制是关键,直接影响发泡层均匀性与安装对接。
- 发泡质量:保温层必须连续、无缺陷。采用在线监控系统,确保发泡配比、环境温度与注料量的稳定,防止出现“空洞”或“烧芯”现象。
- 抗剪切性能:工作钢管与保温层、保温层与外护管间需有足够的粘结强度,以抵抗因温度变化引起的轴向剪切力,防止“脱壳”。
- 在线泄漏监测:对于高要求项目,可在保温层内预设报警线,实时监测管道泄漏,实现主动维护。
四、 应用与优势
DN100-DN600保温钢管广泛应用于城镇集中供热一次二次管网、石油天然气输送、工业蒸汽管道及区域供冷系统。其“一步法”或“管中管”预制工艺带来的核心优势包括:
- 卓越的节能效果:极低的导热系数大幅降低输送过程的热能损失。
- 长寿命与高可靠性:外护管优异的耐腐蚀性使整体寿命可达30年以上,远高于传统地沟敷设。
- 施工便捷,综合成本低:采用直埋敷设,减少了开挖土方量和混凝土构筑物,施工周期短,后期维护成本极低。
DN100-DN600保温钢管的制造是系统性工程,其质量取决于先进的工艺设备、严格的材料标准与全过程的质量控制。随着“双碳”目标的推进,对管道保温效率的要求日益提高,推动着制造技术向更高效、更智能、更环保的方向持续发展。选择合适的合格制造商并遵循规范施工,是确保这一“城市生命线”高效、安全运行的根本保障。
如若转载,请注明出处:http://www.tjczffgg.com/product/73.html
更新时间:2026-06-18 23:10:08